Various cookies are used on our website: We use technically necessary cookies for the purpose of enabling functions such as login or a shopping cart. We use optional cookies for marketing and optimization purposes, in particular to place relevant and interesting ads for you on Meta's platforms (Facebook, Instagram). You can refuse optional cookies. More information on data collection and processing can be found in our privacy policy.
3-D-Druck ist spätestens seit der IDS 2015 auch in der Zahntechnik ein wichtiger Trend. Aber nicht jeder Trend führt auch zum Erfolg. Zur generativen Fertigung – dies ist die eigentlich korrektere Bezeichnung für das Verfahren – gehören mehrere Komponenten. Zunächst muss man sich für einen Drucker entscheiden. Die meisten, an die der Zahntechniker hier denkt, sind klein, nicht horrend teuer und arbeiten mit lichthärtenden Harzen.7 Ohne eine vollständige Liste oder eine Wertung zu bieten, seien hier der Varseo-Drucker von Bego (Bremen), die Sheraeco-print-Reihe von Shera (Lemförde), baugleich mit den D30 und D40 von RapidShape (Heimsheim), die pro3dure-fab-Reihe von Dentona (Dortmund), baugleich mit den Printern von Kevvox (Singapur), der LukaPrint von Lukadent (Schwieberdingen), die Objet30 und Objet260 von Stratasys (Eden Prairie, MN, USA) sowie Xtreme, Xcede, Ultra und andere von EnvisionTEC (Gladbeck) genannt.
Die meisten dieser Drucker arbeiten nach dem DLP-Verfahren (DLP = Digital Light Processing). Dieses ist zwar sehr schnell, da stets eine ganze Fläche belichtet wird und nicht, wie bei der klassischen Stereolithographie, punktweise belichtet wird. Es gibt aber auch Schwächen des Verfahrens: zum einen werden die Bauteile an der Bauplattform hängend ausgehärtet und die neueste Schicht muss stets vom Boden abgelöst werden. Dabei treten Kräfte auf, die zu Baufehlern führen können. Zum anderen sind die Baufeldgröße und die Auflösung bei diesem Verfahren begrenzt. Ein größeres Baufeld kann nur mit einem Verlust an Genauigkeit erkauft werden. Doch für den Bedarf eines Labors ist das Baufeld in der Regel ausreichend. Dienstleister, z. B. für den Druck von Modellen, können Drucker mit größerem Baufeld und anderen Verfahren wie die Maschinen der Firma Prodways (Les Mureaux, Frankreich) nutzen.
Die QZ ist unsere monatlich erscheinende Fachzeitschrift für alle Zahntechniker und zahntechnisch interessierte Fachleute, die Wert auf einen unabhängigen und fachlich objektiven Informationsaustausch legen. Im Vordergrund der Beiträge und Berichterstattung steht die Praxisrelevanz für die tägliche Arbeit. In dieser Zeitschrift finden sich Zahntechniker, Dentalindustrie und die prothetisch orientierte Zahnarztpraxis mit ihren Anliegen nach einer hochwertigen Fortbildung gleichermaßen wieder. Zur Online-Version erhalten Abonnenten kostenlos Zugang. Weitere Informationen und Bestellmöglichkeiten finden Sie im Quintessenz-Shop, dort können Sie auch ein kostenloses Probeheft bestellen.
Die lichthärtenden Materialien, die auf kleineren, labortauglichen Druckern eingesetzt werden, sollen im vorliegenden Artikel einmal näher betrachtet werden, denn sie sind der zweite Baustein. Der dritte und letzte ist der Prozess, der neben dem Drucken auch die Reinigung und Nachhärtung der Produkte umfasst.
Wozu möchte der Zahntechniker den 3-D-Drucker, für den er ja immerhin einige Tausend, wenn nicht gar Zehntausend Euro in die Hand genommen hat, eigentlich nutzen? Und was muss das Harz leisten? Nun, wenn man genau hinschaut, sind die Anforderungen an die verschiedenen Anwendungsgebiete recht unterschiedlich. Darum bieten die Hersteller jeweils ein ganzes Sortiment von Harzen an, für Modelle, gegebenenfalls sogar mit herausnehmbarem Zahnfleischimitat, für ausbrennbare Gussmodelle, für Bohrschablonen und Aufbissschienen aller Art, für individuelle Abformlöffel, für temporären Zahnersatz und sogar für Prothesenbasen.
Als erstes muss hier zwischen Medizinprodukten3 und Labormaterialien unterschieden werden: Als Medizinprodukte werden im Falle der individualisierten Produkte die Materialien geprüft und zugelassen. Hier finden sich die einschlägigen Regularien im Medizinproduktegesetz und der Medizinprodukteverordnung. Von den obengenannten Anwendungsfällen sind nur die ersten zwei Laborprodukte.
Medizinprodukte müssen sicher für den Patienten sein. Dafür sind klinische Anwendbarkeit und Biokompatibilität gefordert. Letztere ist jedoch keine Materialeigenschaft. Der richtige Verarbeitungsprozess ist hier ebenso wichtig, wie die ausgelobte Anwendung. Denn Biokompatibilität beruht auf der Wechselwirkung zwischen Material und Organismus. Schon ein Blick auf die Flasche, in der das Harz geliefert wird, zeigt, dass es so nicht ungefährlich ist. Dort finden sich verschiedene Warnhinweise. Ein Ausrufungszeichen warnt vor allgemeinen Gesundheitsgefahren wie Haut- und Augenreizungen oder allergischen Reaktionen. Manche Materialien sind aber auch noch als umweltgefährdend, ätzend oder gar als gesundheitsschädlich gekennzeichnet. Im Sicherheitsdatenblatt2 sollten die Gefahren beschrieben und Schutzmaßnahmen empfohlen werden. All diese Gefahren sind einzelnen Komponenten (meist Monomeren, Oligomeren, Initiatoren und Additiven) geschuldet. Sie sollen im Sicherheitsdatenblatt explizit genannt werden.
Erst wenn die Rohstoffe durch die Bestrahlung weitestgehend zu einem Polymer, also Kunststoff, reagiert haben, sind sie ungefährlich. Um das sicherzustellen, wird das Material zusammen mit einem Prozess zugelassen. Dieser stellt auch die mechanischen Eigenschaften sicher, die für die klinische Anwendbarkeit notwendig sind. Er wird in der Gebrauchsanweisung beschrieben. Möchte der Zahntechniker, aus welchen Gründen auch immer, von diesem Prozess abweichen, muss er selbst sicherstellen, dass sein Prozess ebenfalls zu einem sicheren Produkt führt. Wenn nun einige Hersteller für verschiedene Materialien nur ein Sicherheitsdatenblatt zur Verfügung stellen, in der Gebrauchsanweisung aber weitere Gefährdungen aufführen, entspricht das nicht der Intention des Gesetzgebers, höchstmögliche Arbeitssicherheit zu gewährleisten.
Nachfolgend werden die einzelnen Anwendungsfälle dargestellt und erläutert, welche Eigenschaften das Material nach der Verarbeitung erreichen muss.
Zahntechnische Modelle
Abb. 1 Zahntechnisches Modell mit herausnehmbaren Zähnen (alle Bilder: Dreve ProDiMed).
Ein gedrucktes Modell (Abb. 1) muss dieselben Funktionalitäten erbringen, wie ein herkömmliches Gipsmodell: Es muss die Mundsituation des Patienten mit hoher Genauigkeit abbilden. Je nachdem, wozu das Modell nun angewandt wird, muss es vielleicht auch noch den Temperaturen beim Tiefziehen einer Schiene standhalten. Manche Modelle für Kronen und Brücken enthalten herausnehmbare Einzelzähne. Diese werden einzeln gedruckt, müssen für die Anwendung aber sehr exakt platziert werden. Diese Exaktheit ergibt sich vor allem aus der Qualität des Druckers. Doch leisten auch die Viskosität und die Reaktivität des Harzes, ebenso wie der Druckprozess einen Beitrag. Neben der Präzision und gegebenenfalls der Temperaturbeständigkeit gibt es eigentlich keine höheren Anforderungen. Die Farbe ist für manche Anwender von Bedeutung. Meist liegt sie zwischen Elfenbein- und hellen Beigetönen, aber auch graue Materialien finden sich. Wichtig ist eine ausreichende Opazität, um Details der Oberfläche klar erkennen zu können.
Shera unterscheidet zwischen einem Material für schnell druckbare KFO-Modelle (Sheraprint model fast) und einem anderen für ästhetisch anspruchsvolle Arbeiten (Sheraprint model plus). Die beiden Materialien unterscheiden sich auch in ihrer Zusammensetzung von einander. Ähnlich ist es bei den zwei Modellmaterialien von NextDent, NextDent Model und NextDent Model Ortho. Hier ist das letztere Material weniger genau und wird vor allem für Vakuumgussanwendungen empfohlen. Dreve bietet ebenfalls zwei Harze an. Allerdings liegt der Unterschied hier in einem anderen Bereich: Eines ist für Drucker optimiert, die mit Licht der Wellenlänge 405 nm arbeiten, das andere härtet bei Licht der Wellenlänge 365 nm.
Zahnfleischimitate
Abb. 2 Zahntechnisches Modell mit Gingiva.
Ein Zahnfleischimitat für ein zahntechnisches Modell (Abb. 2), auch Gingivamaske genannt, soll das Zahnfleisch bestmöglich imitieren. Dazu muss es nicht nur eine vergleichbare Elastizität aufweisen, sondern sollte auch beschneidbar sein. Um die Eingliederung von Zähnen zu gewährleisten, muss es eine gute Reißfestigkeit, aber auch eine ausreichende Weiterreißfestigkeit aufweisen. Das sind zwei durchaus unterschiedliche Eigenschaften: Die Reißfestigkeit oder Reißdehnung wird in Prozent angegeben und bezeichnet den Grad der Dehnung, bei dem das Material zu reißen beginnt. Die Weiterreißfestigkeit ist hingegen die Kraft, die pro Fläche benötigt wird, um eine gekerbte Probe weiter zu zerstören. Die Reißdehnung wird benötigt, um das Material zu dehnen, damit ein Zahn eingegliedert werden kann und fest in der Öffnung sitzt. Wenn das Material aber einen Riss bekommt, so ist es die Weiterreißfestigkeit, die verhindert, dass die Gingivamaske ganz durchreißt. Nachdem für den Druck von Dentalmodellen mit Modellzähnen und Modellgingiva der Dreve ProDiMed GmbH ein Patent5 erteilt wurde (EP2499990, US8506297 und JP2012196456), ist es erforderlich, hierfür eine Lizenz einzuholen. Wenn man das Material von Dreve einsetzt, ist die Zustimmung zum Einsatz selbstverständlich.
Ausbrennbare Gussmodelle
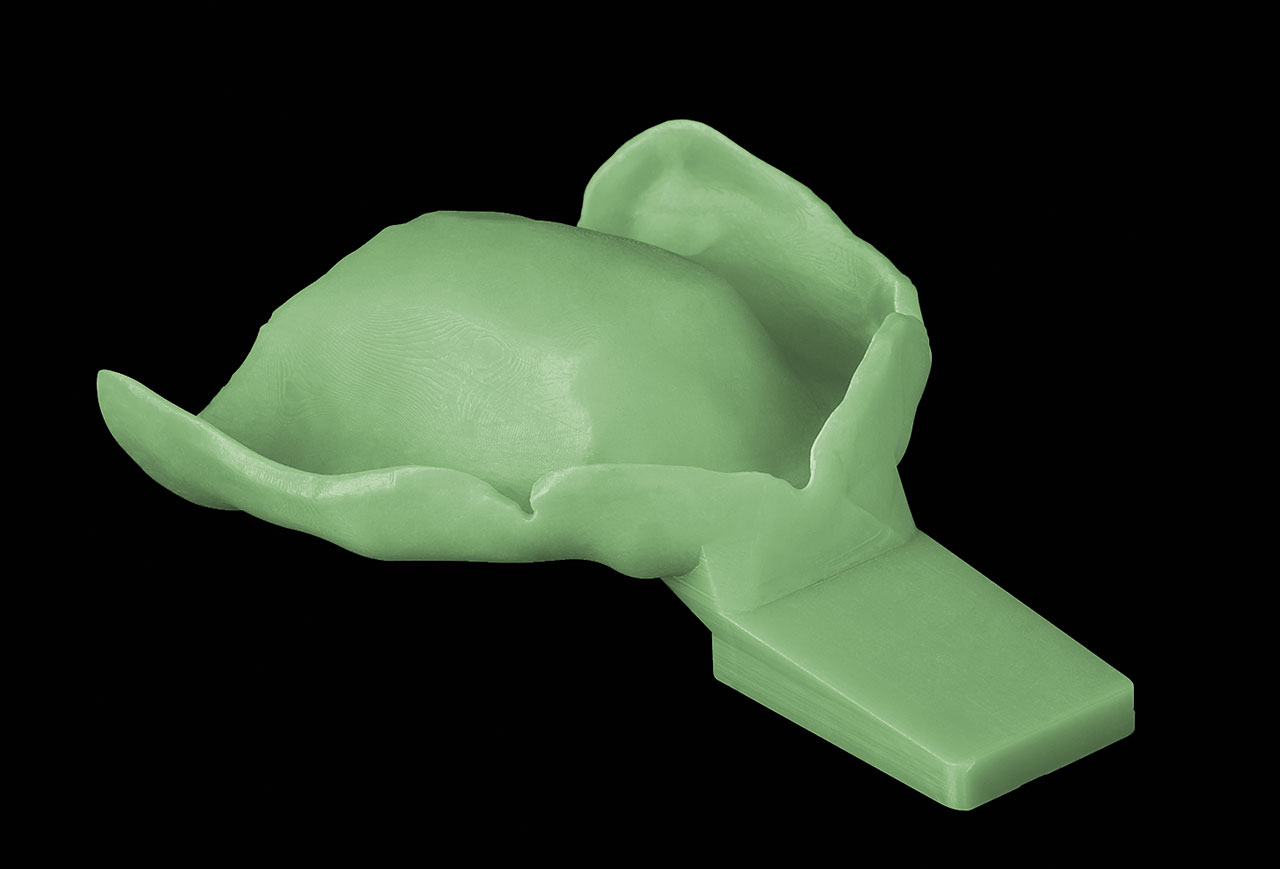
Abb. 3 Gussmodell.
Abb. 4 Gussmodell auf dem Zahntechnischen Modell.
Das letzte Laborprodukt, das hier besprochen werden soll, sind ausbrennbare Gussmodelle (Abb. 3).4 Ebenso wie bei den zahntechnischen Modellen handelt es sich hier um eine recht häufig genutzte Anwendung. Sie wird in vergleichbarer Weise schon seit längerem in der Schmuckherstellung eingesetzt: Das geplante Bauteil wird nach Aufnahme der Patientensituation am Computer modelliert und dann gedruckt. Die Stützen werden entfernt und das Kunststoffteil wird eingebettet.
Wenn das Kunststoffteil im Gussprozess mit dem geschmolzenen Metall in Kontakt kommt, verbrennt es innerhalb kürzester Zeit rückstandsfrei. Wenn dabei größere Gasmengen entstehen, kann das zu Rissen in der Vergussmasse führen, die dann ebenfalls mit Metall gefüllt werden. Im schlimmsten Fall muss der gesamte Prozess wiederholt werden. Hier werden also wieder ganz andere Anforderungen an das Material gestellt: Der Schrumpf bei der Polymerisation, der zu Spannungen im Bauteil führt, muss möglichst gering sein, da es sonst zum Verzug des Kunststoffmodells kommt (Abb. 4). Diesem kann auch durch geschickten Einsatz von Stützstrukturen entgegengewirkt werden.
Das Verbrennungsverhalten des Materials muss bekannt sein – Rückstände oder Gasbildung im Kontakt mit der Metallschmelze sind nicht akzeptabel. Schließlich muss das Material auch fest genug sein, um sich beim Einbetten nicht zu verformen. Die Präzision ist bei allen zahntechnischen Anwendungen eine grundlegende Anforderung. Bego wirbt für sein VarseoWax CAD/Cast mit der hohen Grünkörperfestigkeit. So kann auf das Nachhärten verzichtet werden, was den Vorteil der Zeitersparnis bietet. Empfohlen wird die Nachhärtung allerdings trotzdem. Zudem wird eine Einbettmasse angeboten, auf die das Harz abgestimmt wurde.
Bohrschablonen
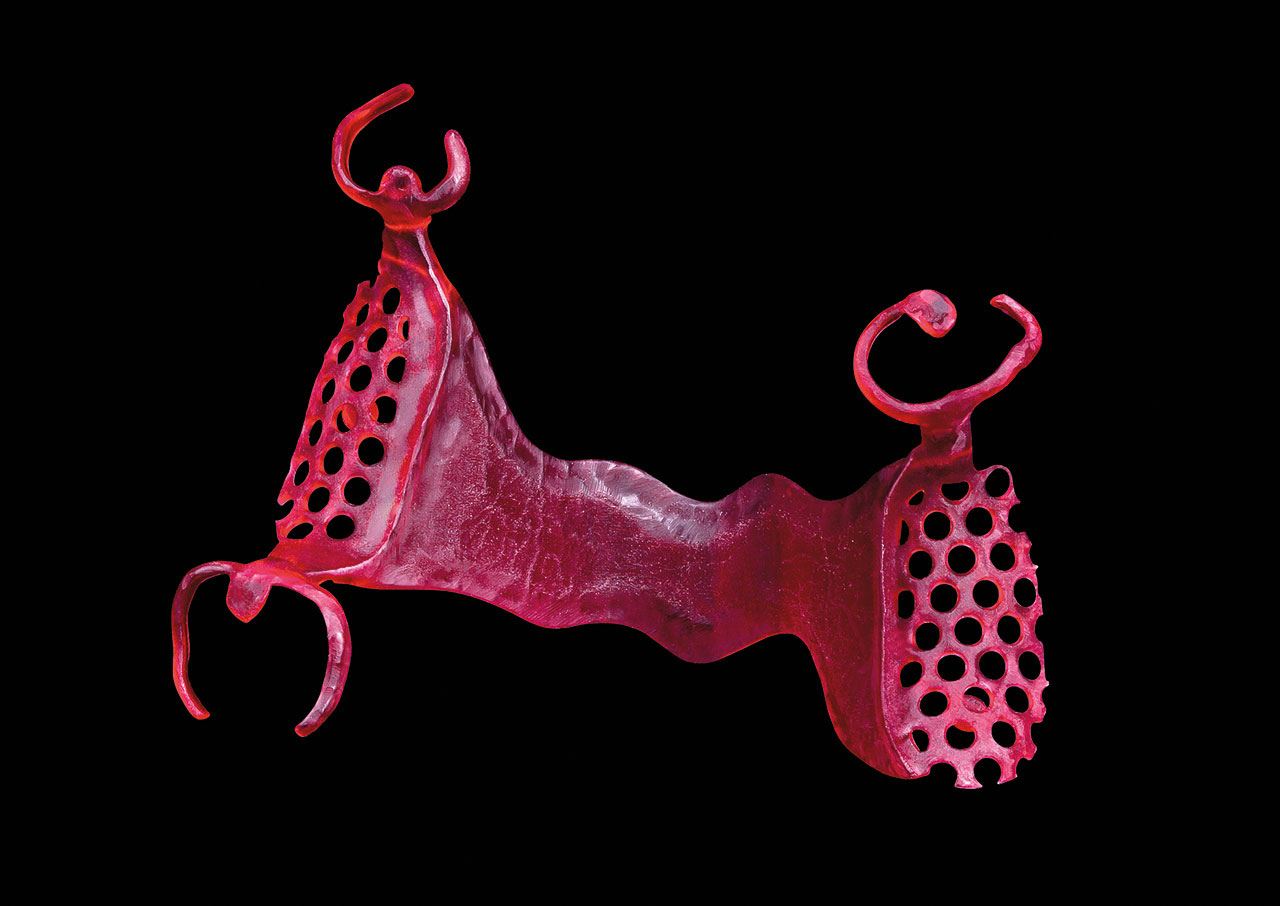
Abb. 5 Zwei verschiedene Bohrschablonen ...
Abb. 6 ... mit unterschiedlicher Transparenz.
Hier handelt es sich um das erste Medizinprodukt in der Reihe der Anwendungen, die hier beschrieben werden. Es ist als Produkt der Klasse I eingestuft, da der Körperkontakt begrenzt ist. Dennoch ist die Biokompatibilität des Materials zwingend erforderlich.
Während der Anwendung dürfen keine schädlichen Bestandteile wie nicht abreagierte Monomere oder Initiatoren in den Speichel oder die Schleimhaut des Patienten gelangen. Diese Gefahr besteht stets, wenn die Polymerisation durch zu kurze Nachhärtezeiten, eine falsche Wellenlänge oder zu geringe Leistung des Nachhärtegerätes unvollständig ist. Wird jedoch zu lange belichtet, kann es in Abhängigkeit von der Harzzusammensetzung zum Verzug kommen, zumal die Bohrschablone meist einen ganzen Kiefer abdeckt und daher vergleichsweise groß ist.
Das Material sollte transparent sein, um dem Chirurgen einen guten Blick auf den Operationsort zu erlauben (Abb. 5). Andererseits ist ein gewisser farblicher Kontrast zu Zähnen und Zahnfleisch meist gewünscht. So sind beispielsweise das Sheraprint-sg und das NextDent sg orange (hier handelt es sich wahrscheinlich um das gleiche Material), das FotoDent guide von Dreve (Abb. 6) und das Varseo Wax Surgical Guide von Bego bläulich eingefärbt. Das Material muss hart genug sein, um fest auf den Zähnen oder dem Kiefer aufzuliegen und die Bohrhülsen festzuhalten. Ansonsten sind die mechanischen Anforderungen nicht sehr hoch. Die Bohrhülse braucht eine hohe Genauigkeit, da Fehler zu Problemen bei der Passung der Implantate führen können.3 Und das zu vermeiden ist ja gerade der Zweck der Bohrschablone. So muss das Produkt fest und ohne zu wackeln im Mund des Patienten sitzen. Auch die Bohrhülsen dürfen nicht wackeln. So sollten die Löcher dafür eher zu klein als zu groß ausfallen, selbst wenn das Mehraufwand durch manuelle Arbeit bedeutet. Die erreichbare Präzision wird durch den Drucker, den Druckprozess und die Möglichkeiten des Harzes bestimmt.
Da die Bohrschablone beim Einsatz mit Blut in Kontakt kommt, muss sie möglichst steril sein. Zu diesem Zweck kann sie nach dem Einsetzen der Bohrhülsen entweder desinfiziert oder sterilisiert werden. Bei der Dampfsterilisation kommt es zu einer thermischen Belastung, die sowohl zum Verzug als auch zu einer Veränderung der mechanischen Eigenschaften führen kann. Bei der Sterilisation mittels Ethylenoxid (EO) kann das giftige Gas unter Umständen an das Material gebunden werden, wenn noch freie Doppelbindungen existieren. Dadurch können die Materialeigenschaften beeinflusst werden. Schließlich muss bei einer EO-Sterilisation sichergestellt sein, dass eventuell vom Kunststoff absorbiertes Ethylenoxid vor dem Einsatz wieder abgegeben wurde. Das macht eine längere Lagerung erforderlich. Strahlensterilisation durch β- oder γ-Strahlen beeinflusst alle Kunststoffe (abgesehen von PEEK und PPS) nachhaltig, da durch die sehr energiereiche Strahlung Bindungen gelöst und neue geknüpft werden. Das führt in der Regel zur Versprödung und kann auch Präzision und Biokompatibilität beeinträchtigen. Empfehlenswert ist daher am ehesten eine Desinfektion mittels Ethanol, ein schnelles, effizientes und unschädliches Verfahren.
Aufbissschienen
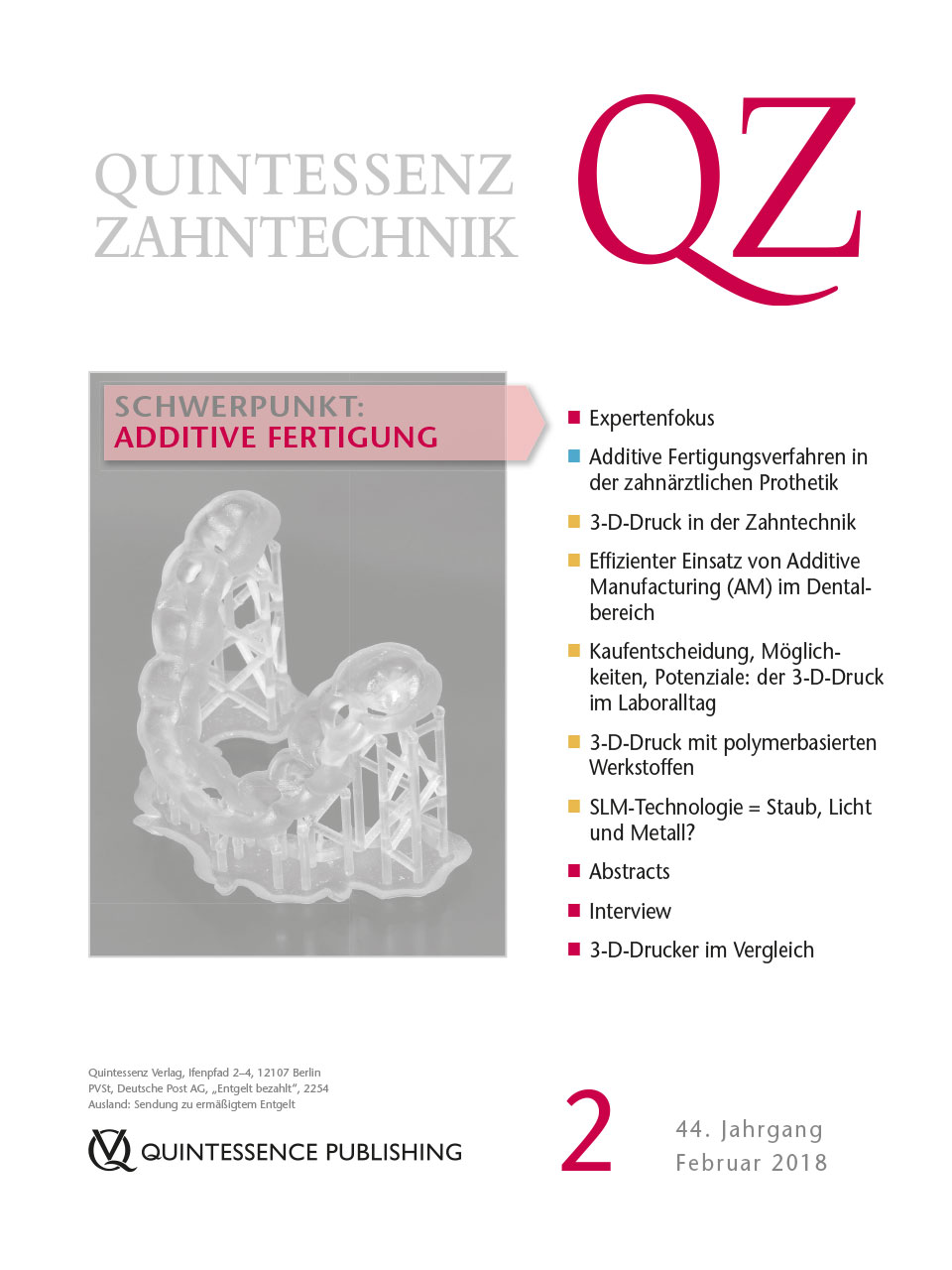
Aufbissschienen hingegen müssen den hohen Kräften des Gebisses standhalten. Gerade Knirscherschienen gehören hier zu den anspruchsvollsten Applikationen. Daher dauert es auch länger, bis hier wirklich geeignete Materialien verfügbar sind. Da die Anfertigung solcher Schienen mit generativen Verfahren aber naheliegt, ist die Nachfrage des Marktes hier besonders groß. Daher wurden auch Bohrschablonenmaterialien hier eingesetzt, freilich mit enttäuschendem Ergebnis. Neben ausreichender Festigkeit ist hier auch auf eine hohe Dehnbarkeit des Materials (> 10 % sind ein Minimum) und eine ausreichende Schlagzähigkeit (> 15 kJ/m2) zu achten, um ein Zerbrechen zu vermeiden. Scharfe Bruchkanten bergen ein hohes Verletzungsrisiko für den Patienten.
Die Abriebfestigkeit ist von besonderer Bedeutung. Schienen sind Medizinprodukte der Klasse I, da sie nicht dauernd im Mund verbleiben. Doch sind die Verweilzeit und damit das Gefahrenpotential höher als bei Bohrschablonen. Aus ästhetischen Gründen und um mit den tiefgezogenen Schienen konkurrieren zu können, ist auch eine hohe Transparenz des Materials erforderlich. Gerade bei Schienen, die der Patient über längere Zeit einsetzt, ist es wünschenswert, dass der Hersteller auch ein geeignetes Reparaturmaterial anbietet und die Reparaturmöglichkeit auch getestet hat.
Wichtig für die Passgenauigkeit ist auch die Frage, wo die Stützstrukturen platziert werden: Auf der Zahnseite sind sie nicht akzeptabel, aber auch auf der Außenseite machen sie eine Nachbehandlung erforderlich. NextDent hat außer dem NextDent Ortho Splint auch noch das NextDent Ortho Rigid. Dieses Material ist nicht einfach nur härter, sondern hat auch noch eine geringfügig höhere Schlagzähigkeit. Allerdings ist das Material nicht so farblos, wie das OrthoDent Splint. Interessanterweise sind alle Materialien von NextDent als Klasse-IIa-Produkte zugelassen. Medizinprodukte der Klasse IIa haben ein mittleres Risikopotential. In diesem Fall sind es Produkte, die unbegrenzt im Mund getragen werden, wie Prothesen oder Zahnfüllungen.
Für manche Anwendungen sind auch weichere, hochelastische Schienen indiziert. Für das Tiefziehen werden Kunststoffe wie EVAL eingesetzt. Hier kann der Elastizitätsmodul im Bereich von 1000 MPa liegen, die Dehnung hingegen bei 20 %. NextDent ist hier der einzige Anbieter mit NextDent Ortho IBT, das auch für kieferorthopädische Anwendungen beworben wird.
Individuelle Abformlöffel
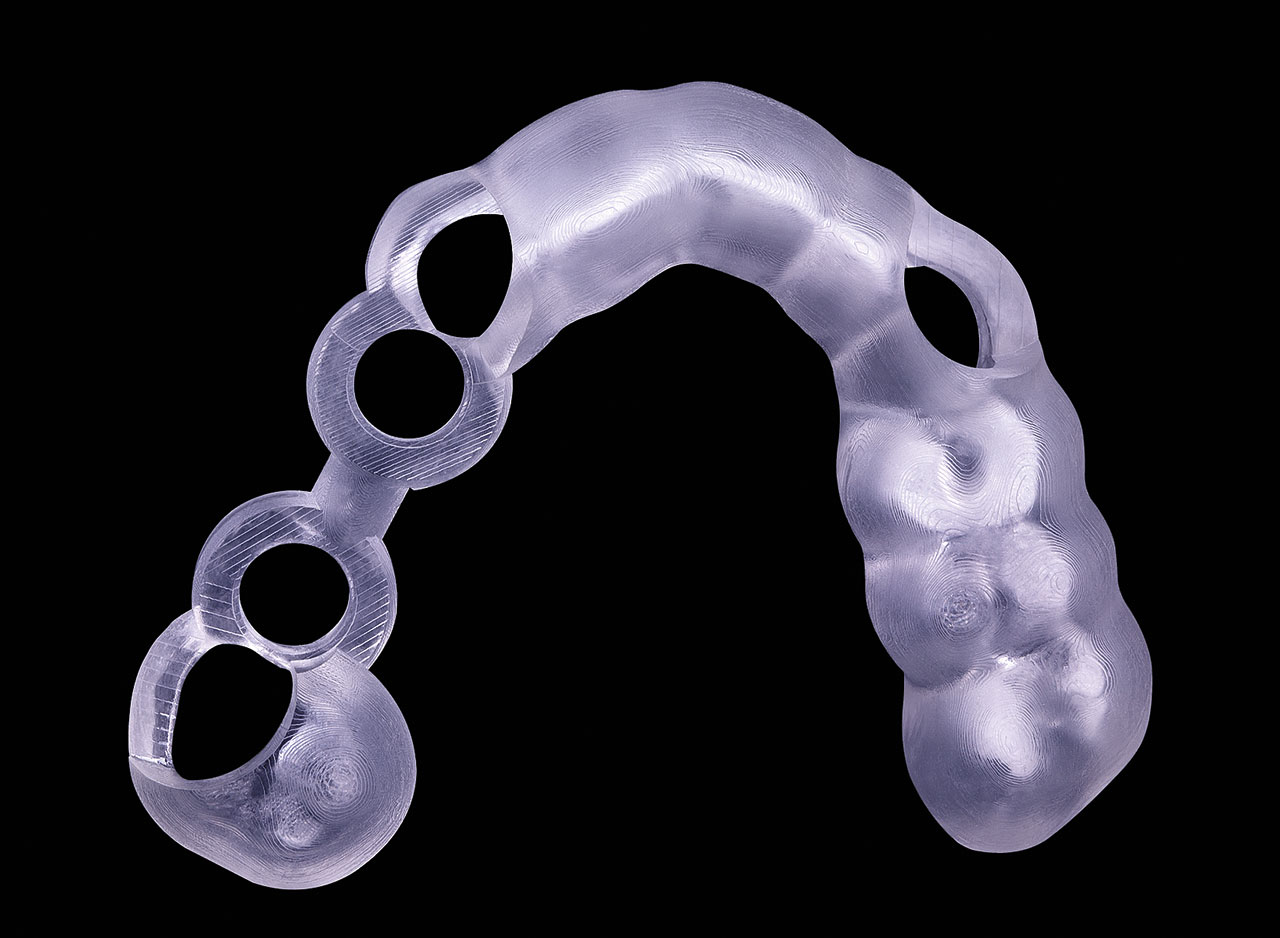
Abb. 7 Individueller Abformlöffel.
Materialien für diese Anwendungen werden von fast allen Herstellern angeboten. Die generative Fertigung solcher Löffel bietet die Möglichkeit, auch komplexere Geometrien rasch herzustellen (Abb. 7). Obwohl es sich auch hier um Medizinprodukte handelt, sind die Anforderungen wegen des kurzen Patientenkontaktes vergleichsweise gering. Die vollständige Aushärtung ist hier, wie schon bei den Bohrschablonen beschrieben, von besonderer Bedeutung, da die Löffel fest genug sein müssen, um auch bei hoher Haftung des Abformmaterials nicht zu brechen. Daher ist eine ausreichend stabile Auslegung des Löffelgriffs wichtig. Von Bedeutung ist auch die Haftung des Silikons (bzw. anderer Abformmaterialien) am Löffel. Selbstverständlich darf
Our systems reports that you are using an active AdBlocker software, which blocks all page content to be loaded.
Fair is fair: Our industry partners provide a major input to the development of this news site with their advertisements. You will find a clear number of these ads at the homepage and on the single article pages.
Please put www.quintessence-publishing.com on your „adblocker whitelist“ or deactivate your ad blocker software. Thanks.