Various cookies are used on our website: We use technically necessary cookies for the purpose of enabling functions such as login or a shopping cart. We use optional cookies for marketing and optimization purposes, in particular to place relevant and interesting ads for you on Meta's platforms (Facebook, Instagram). You can refuse optional cookies. More information on data collection and processing can be found in our privacy policy.
CAD/CAST-Studie zur Qualität additiv gefertigter Kronen aus der Gusstechnik
Der semidigitale Workflow verbreitert die Möglichkeiten für den 3-D-Druck im Dentallabor
Moritz Mutschler
In immer mehr Zahnarztpraxen wird zur Dokumentation der Patientensituation intraoral gescannt. Die Dentallabore müssen in der Lage sein, die Scans weiterzuverarbeiten. Die Autoren um Moritz Mutschler beleuchten in ihrem Beitrag für die Quintessenz Zahntechnik 3/20 einen semidigitalen Workflow zur Herstellung von Gussobjekten, die digital konstruiert und per 3-D-Druck gefertigt wurden. Daran anschließend erfolgt eine qualitative Betrachtung der verschiedenen Kombinationen aus 3-D-Druck Materialien und den dafür ausgezeichneten Einbettmassen.
Die Quintessenz Zahntechnik, kurz QZ, ist die monatlich erscheinende Fachzeitschrift für alle Zahntechniker und zahntechnisch interessierte Fachleute, die Wert auf einen unabhängigen und fachlich objektiven Informationsaustausch legen. Im Vordergrund der Beiträge und Berichterstattung steht die Praxisrelevanz für die tägliche Arbeit. In dieser Zeitschrift finden sich Zahntechniker, Dentalindustrie und die prothetisch orientierte Zahnarztpraxis mit ihren Anliegen nach einer hochwertigen Fortbildung gleichermaßen wieder. Zur Online-Version erhalten Abonnenten kostenlos Zugang. Mehr Infos zur Zeitschrift, zum Abo und zum Bestellen eines kostenlosen Probehefts finden Sie im Quintessenz-Shop.
Entwicklung der additiven Fertigung
Der Begriff 3-D-Druck ist ein umgangssprachliches Synonym für die generative oder auch additive Fertigung (additive manufacturing, AM). Seit Charles W. Hull im Jahre 1986 das Patent zur Stereolithografie anmeldete und damit den Grundstein der additiven Fertigung legte, wurde sie in vielen Bereichen der Industrie eingesetzt, wie auch letzthin in der Gesundheitsversorgung, bei Medizinprodukten.
Die Zahlen des im März 2019 veröffentlichen Wohlers Report 2019 sprechen hierbei für sich. So stieg der Umsatz von Produkten und Dienstleistungen rund um AM weltweit auf knapp zehn Milliarden US-Dollar. Dies entspricht einem Wachstum von 33,5 Prozent. Aufgrund des seit 30 Jahren anhaltenden Wachstums von 26,9 Prozent erscheint diese Zahl noch beeindruckender6.
Anwendung in der Dentalbranche
Auch in der dentalen Branche wird die additive Fertigung zunehmend angewendet. Brücken, Kronen und Gerüste zur keramischen Verblendung oder auch Einstückgussprothesen (ESG) können heute mithilfe von selektivem Laserstrahlschmelzen oder Lasersintern gefertigt werden4. Durch die Anwendung stereolithografiebasierter Verfahren entstehen unter anderem kurzfristig inkorporierte Hilfsmittel wie Aufbissschienen, Bohrschablonen, Operationssplints oder Provisorien7.
Wie Mutschler et al. zeigten, lassen sich mit der technisch einfachen Fused Filament Fabrication (FFF) auch Interims- beziehungsweise Immediatprothesen aus digitalen Datensätzen additiv fertigen. Hierbei macht man sich das thermoplastische Verhalten von Polyamid-12 (Nylon) zunutze und greift auf das ansonsten im Prototypenbau verwendete FFF-Verfahren zurück. Dieses Verfahren kann auch für die Herstellung individueller Abformlöffel angewendet werden3,4.
Allerdings sind die als 3-D-Drucker bezeichneten Fertigungseinheiten in Dentallaboren noch eine Rarität und nur vereinzelt zu finden. Die Anschaffungskosten der Maschinen für den sogenannten Metall-3-D-Druck (Laserstrahlschmelzen und Lasersintern) übersteigen mit sechsstelligen Beträgen das Budget eines mittelständischen Labors meist bei weitem. Damit sich ein solches Gerät amortisiert, wird ein hoher Durchsatz an metallbasiertem Zahnersatz benötigt.
Was aber, wenn der Zahnarzt als Kunde des Labors ausschließlich auf digitale Abformungen, die sogenannten Intraoralscans, setzt und die Fertigung in verschiedenen Legierungen einfordert?
Eine Möglichkeit wäre, ein Fertigungszentrum in Anspruch zu nehmen, das die Technologie für den Metall-3-D-Druck oder die subtraktive Fertigung sowie die gewünschten Werkstoffe bereitstellt. Für viele Labore gehört dieser Service schon zum Alltag, bringt aber nicht nur Vorteile mit sich. Denn auch dieser Dienst kostet Geld (Outsourcing) und kann durch Transportwege länger dauern als eine reine Inhouse-Fertigung.
Semidigitaler Workflow als Alternative
Wer dennoch die Fertigung in der eigenen Hand behalten und dabei flexibel und kostengünstig fertigen will, kann auf einen semi-digitalen Workflow zurückgreifen. Hierbei wird der Zahnersatz mithilfe von Computer Aided Design (CAD)-Programmen konstruiert, mit 3-D-Druck in einem ausbrennfähigen Material gefertigt und anschließend konventionell per dentalem Feinguss in Metall umgesetzt2.
Mittlerweile gibt es von einigen Herstellern speziell abgestimmte Einbettmassen, mit denen sich solche 3-D-gedruckten Kronen oder Brücken-„Prototypen“ in Metall überführen lassen. Es ist wichtig, diese Grundvoraussetzung zu nennen, denn die Ausbrennfähigkeit und Expansion der additiv gefertigten Materialien unterscheiden sich von Objekten aus reinem Wachs.
Pilotprüfung des Workflows
In dem vorliegenden Bericht wurde eine Standard-Einzelzahnkrone mithilfe von CAD erstellt und unter der Verwendung verschiedener Einbettmassen für den 3-D-Druck in Metall überführt. Abschließend erfolgte eine qualitative Betrachtung der Einbett- und Gussobjekte.
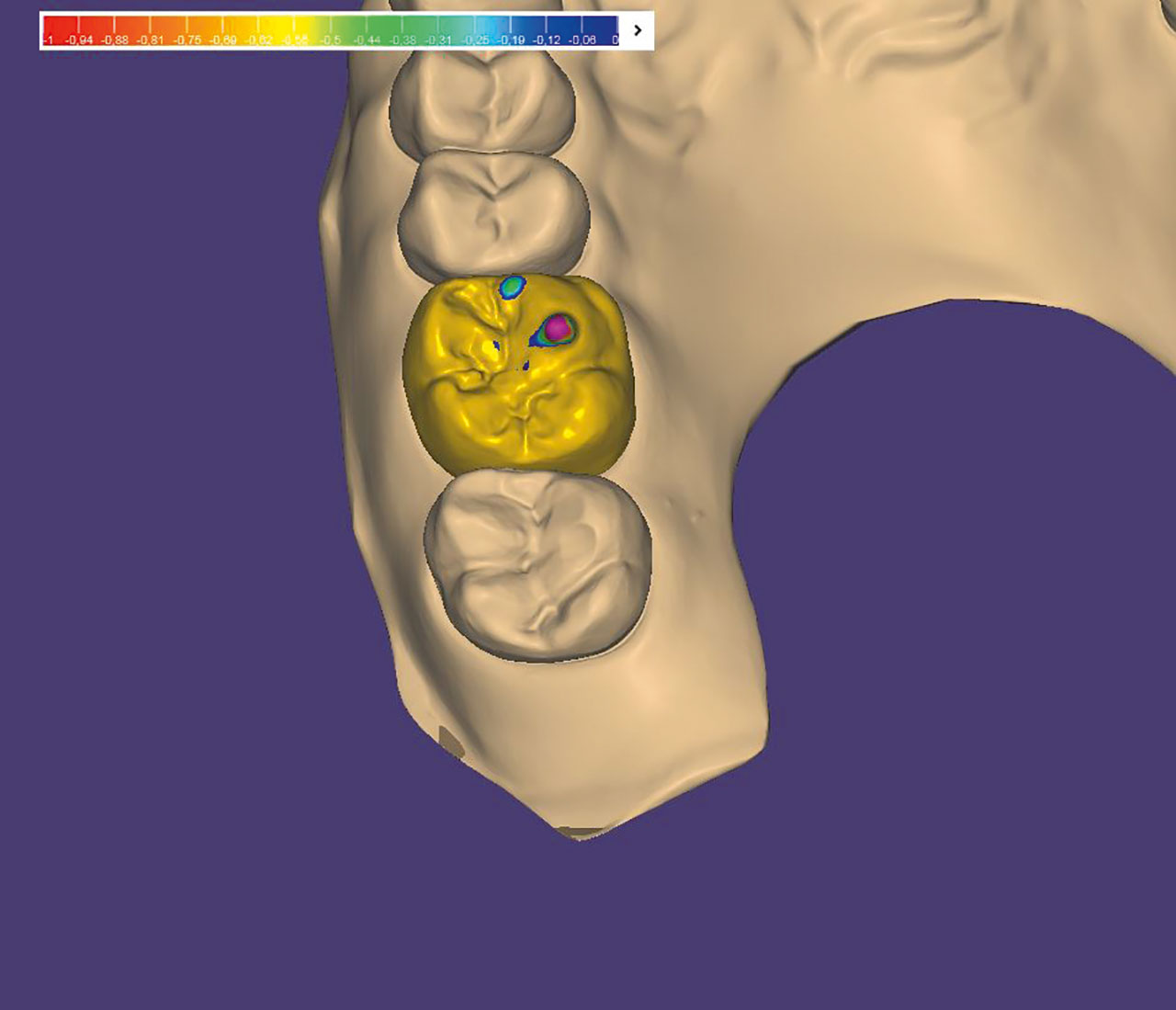
Abb. 1 In exocad DentalCAD konstruierte Krone mit okklusalen Kontaktpunkten.
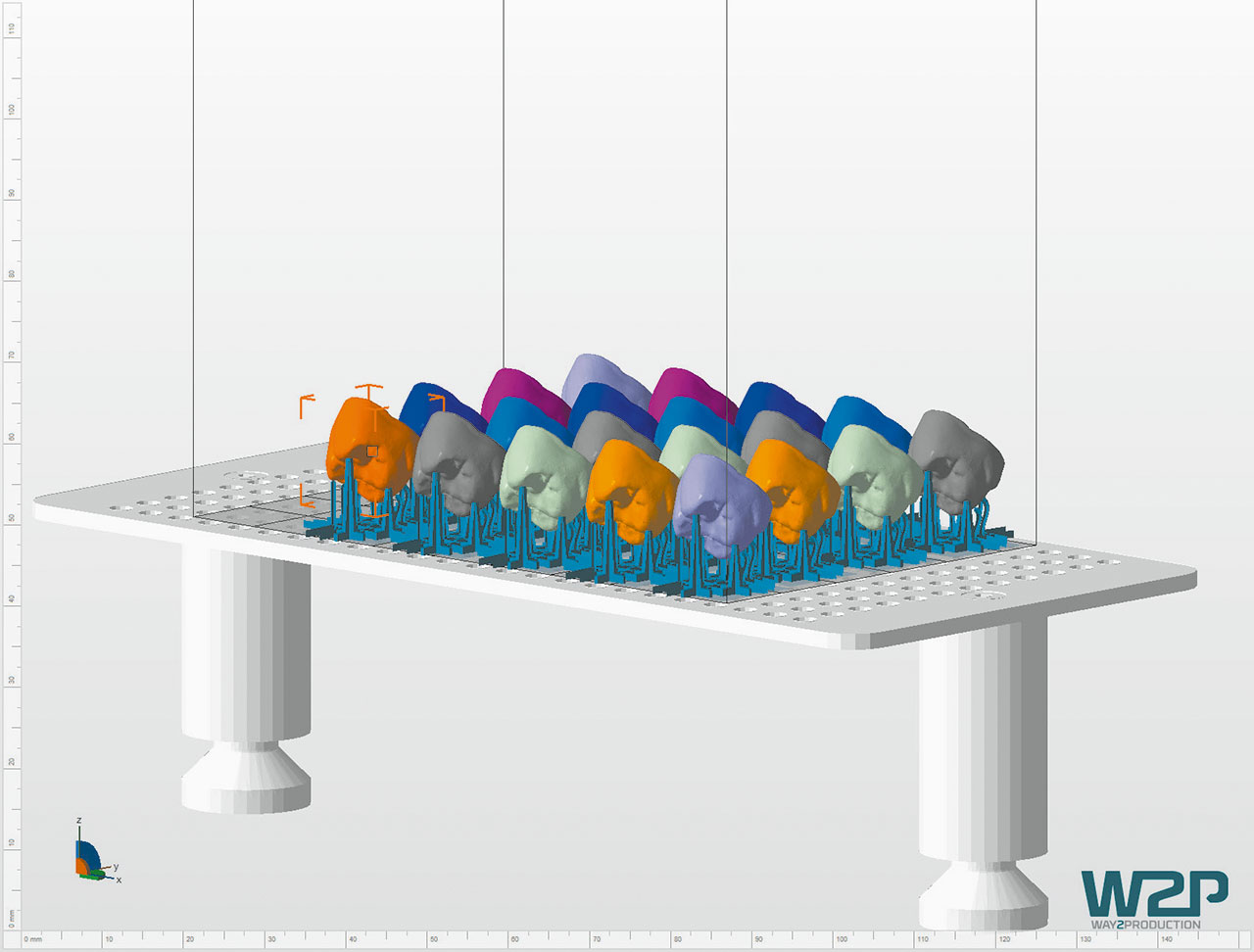
Abb. 2 Fertig konstruierte Krone, virtuell platziert auf der Bauplattform (Software: NetFabb).
Abb. 3 Additiv gefertigte Kronen aus dem Material SOLFLEX CAST WAX (W2P Engineering).
Design der Einzelzahnkrone und Druckvorstufe
Zu diesem Zweck wurde ein erster oberer Molar (Zahn 16) eines FrasacoModells (Frasaco) für eine Versorgung mit einer Vollgusskrone präpariert. Anschließend wurde die Situation (Oberkiefer, Antagonist, Biss) mit dem Desktopscanner D2000 (3Shape) digitalisiert. Mithilfe der CAD-Software exocad DentalCAD (Version Matera 2.3; Exocad) wurde eine Vollgusskrone konstruiert, in Standard Tesselation Language (STL1)-Format exportiert und mit dem Programm Netfabb (Vers. 2019.2; Autodesk) für die additive Fertigung vorbereitet (Abb. 1 und 2).
Fertigung der Prototypen als Gussobjekte
Auf Basis des Direct Light Processing (DLP) wurden insgesamt n = 24 Kronen additiv mit einer Schichtstärke von 50 µm gedruckt. Die Kronen wurden aus zwei Materialien gefertigt:
Solflex Cast Wax (W2P Engineering) n = 12 (Abb. 3)
Freeprint cast (Detax) n = 12
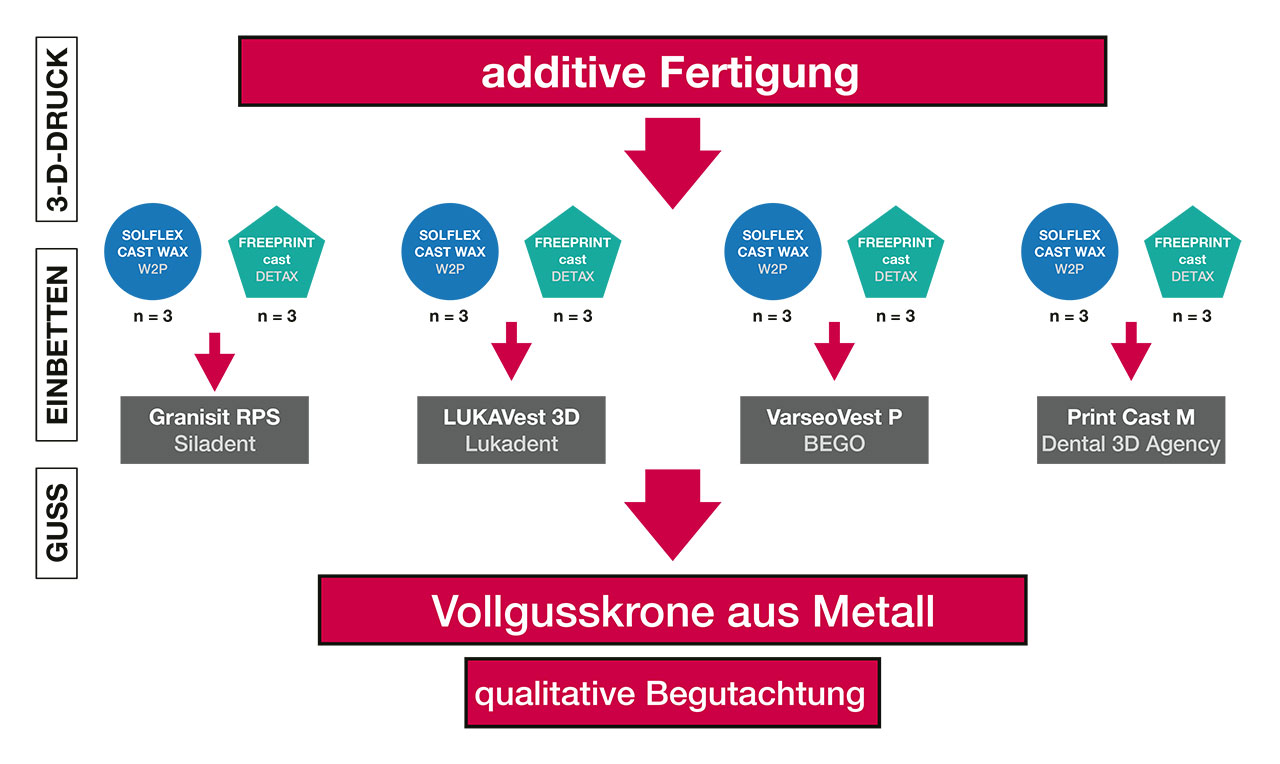
Abb. 4 Aufbau der Untersuchung und Überblick über die Prüfgruppen. Insgesamt wurden 24 Kronen in acht Prüfgruppen à drei Prüfkronen hergestellt.
Der Druckprozess dauerte etwa 35 Minuten. Es folgte für beide Materialien das sogenannte Postprocessing (Nachbearbeitung) mit Isopropanol im Ultraschallbad und der Endhärtung unter Stickstoffatmosphäre im Otoflash G171 Lichthärtegerät (Voco) (Abb. 4).
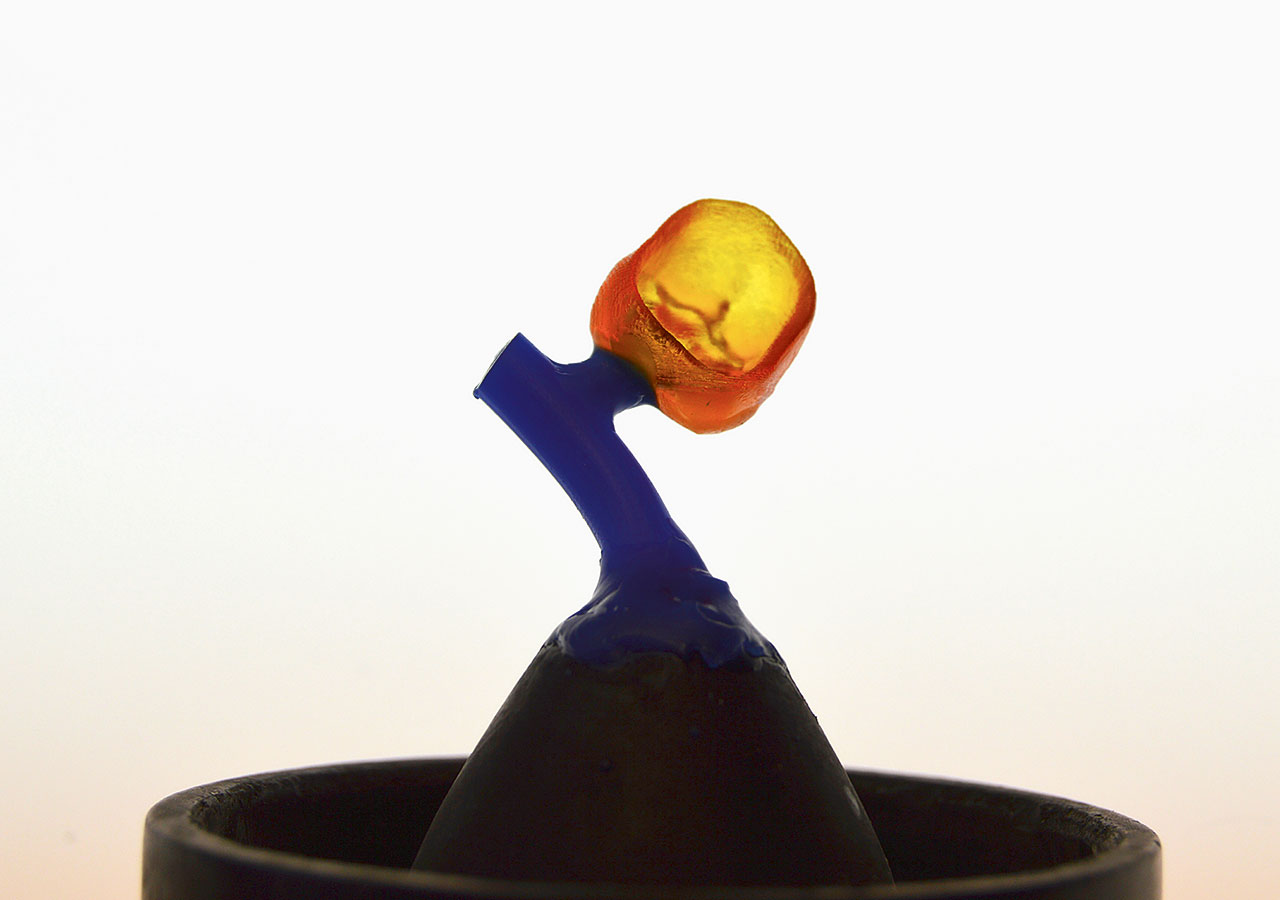
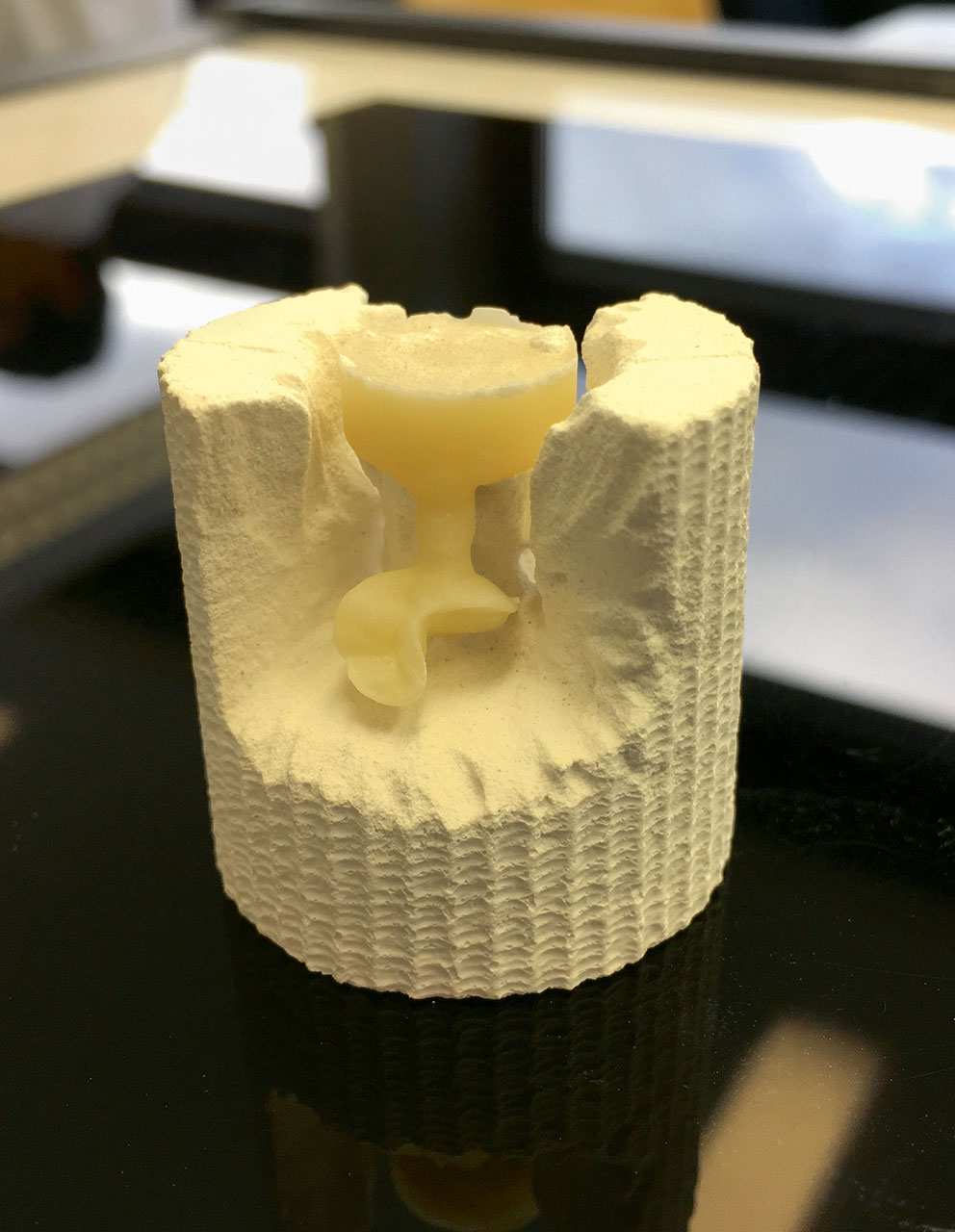
Abb. 5 Angestiftete additiv gefertigte Krone.
Von digital zu konventionell
An dieser Stelle geht die digitale Fertigung in den konventionellen Weg über. Die Krone wurde angestiftet (Abb. 5) und in ein feuerfestes Modell überführt. Dabei wurden folgende, speziell für den 3-D-Druck entwickelte Einbettmassen (EBM) verwendet:
Granisit RPS (Siladent Dr. Böhme & Schöps) LOT: 1711756.
LUKAVest 3D (Lukadent) LOT: n.a.
VarseoVest P (Bego) LOT: 0209663
Print Cast M (Dental 3D Agency) LOT: 7362
Je Einbettmasse wurden sechs Kronen (jede einzeln, 3er-Muffel) eingebettet, die sich wiederum in die zwei verschiedenen 3-D-Druck-Materialien unterteilen (Abb. 4). Dabei wurden die jeweiligen Herstellerangaben zur Verarbeitung der Einbettmassen eingehalten. Der Aufwand der Verarbeitung war bei allen verwendeten Einbettmassen ähnlich (Abb. 5).
Unter Verwendung der Vakuum-Druckguss-Maschine Nautilus CC plus (Bego) wurden die Kronen in der Nichtedelmetall-Legierung Wironit LA (Bego) in Metall umgesetzt und ausgebettet. Vor der Untersuchung wurde nur die Oberfläche mit Edelkorund (125 µm und 2,5 bar) gestrahlt. Durch das von der Gussmaschine erstellte Protokoll konnten Fehler durch eine überhitzte Schmelze ausgeschlossen werden. Gegossen wurde bei mindestens 1.450 Grad Celsius, wobei die maximale Abweichung nach oben um nicht mehr als 6 Grad Celsius überschritten wurde. Auch der Keramiktiegel wurde für den Versuch vorsorglich erneuert. Alle Kronen wurden an derselben Stelle mit einem Kanal mit einem Durchmesser von 3,5 Millimetern angestiftet, der dann an einen 4-Millimeter-Kanal ansetzte, der als ,,Krückstock“ geformt war (Abb. 5). Die Kronen wurden in der Muffel zur Außenwand geneigt und mit etwa 5 bis 7 Millimetern Einbettmasse bedeckt. Bevor die Muffel in den Ofen gestellt wurde, wurde die Muffeloberseite mit einem Gipsmesser aufgeraut, was besonders beim schnellen Aufheizen nicht vernachlässigt werden sollte.
Abb. 6 Lichtmikroskopische Aufnahme eines additiv gefertigten Gussobjekts (Kronenprototyp). Der Treppenstufen-Effekt ist deutlich zu erkennen (Freeprint cast, Fa. Detax) Vergrößerung: 16-fach.
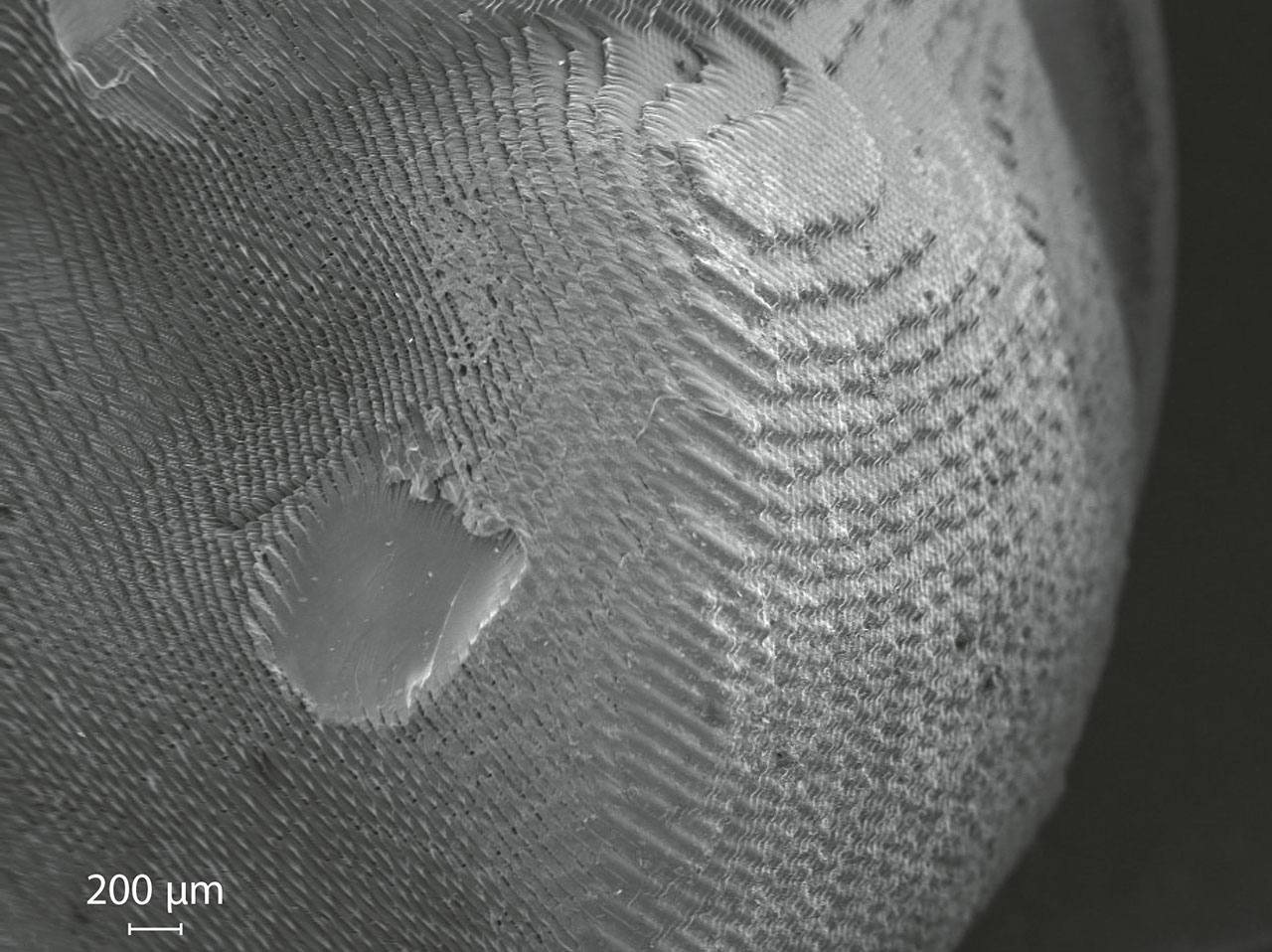
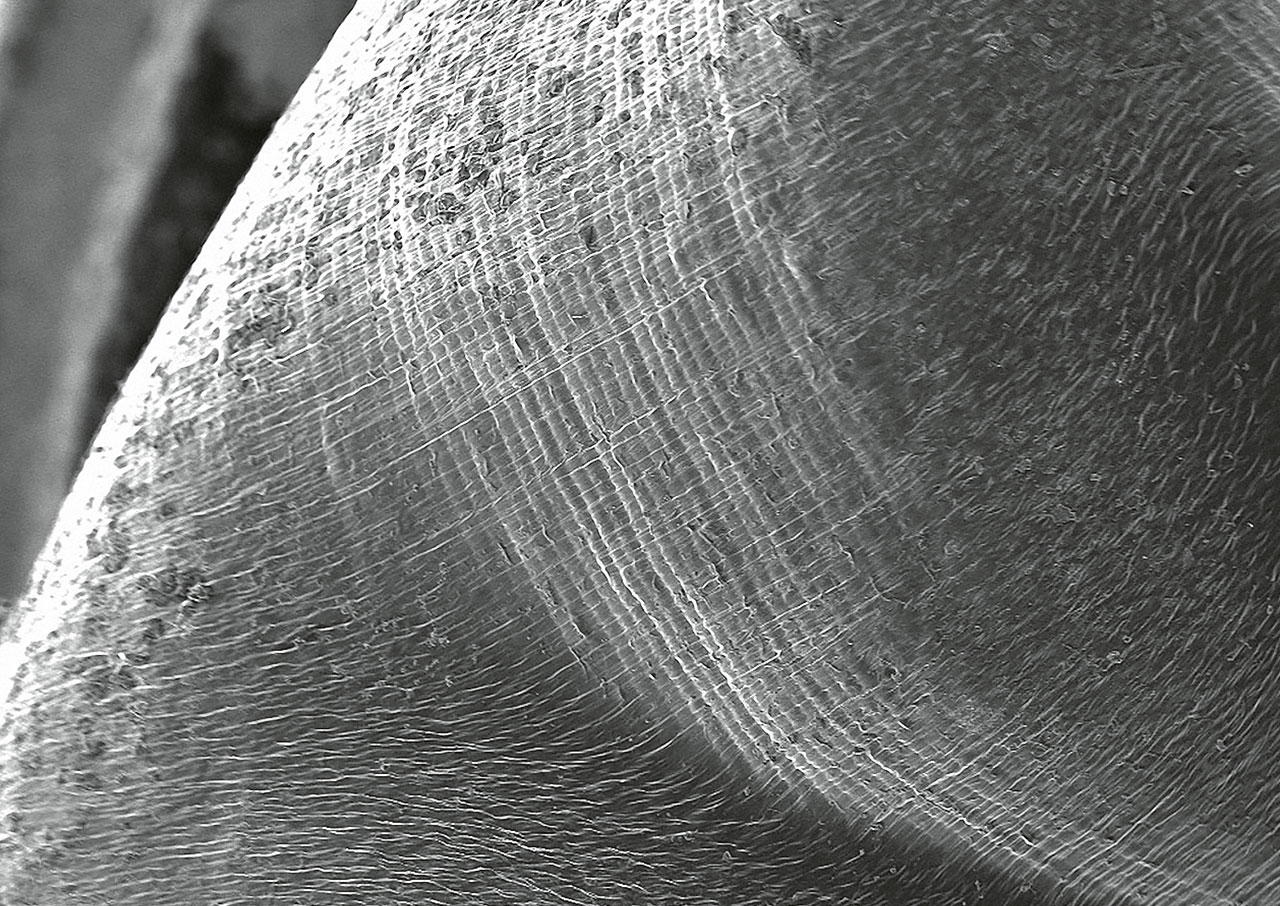
Abb. 7 Rasterelektronenmikroskopische Aufnahme eines additiv gefertigten Gussobjekts (Kronenprototyp). Der Treppenstufen-Effekt ist deutlich zu erkennen. Material: Freeprint cast, Fa. DETAX; Vergrößerung: 20-fach.
Ergebnisse aus den Prüfgruppen
Oberflächenqualität der Gussobjekte (Prototypen)
Bei einer Begutachtung der additiv (noch nicht in Metall umgesetzten) Kronen fällt auf, dass eine Oberflächenstruktur erkennbar ist, die einer Treppenstufe ähnelt (Abb. 6 und 7 ). Diese Struktur ist charakteristisch für das hier verwendete DLP-Verfahren.
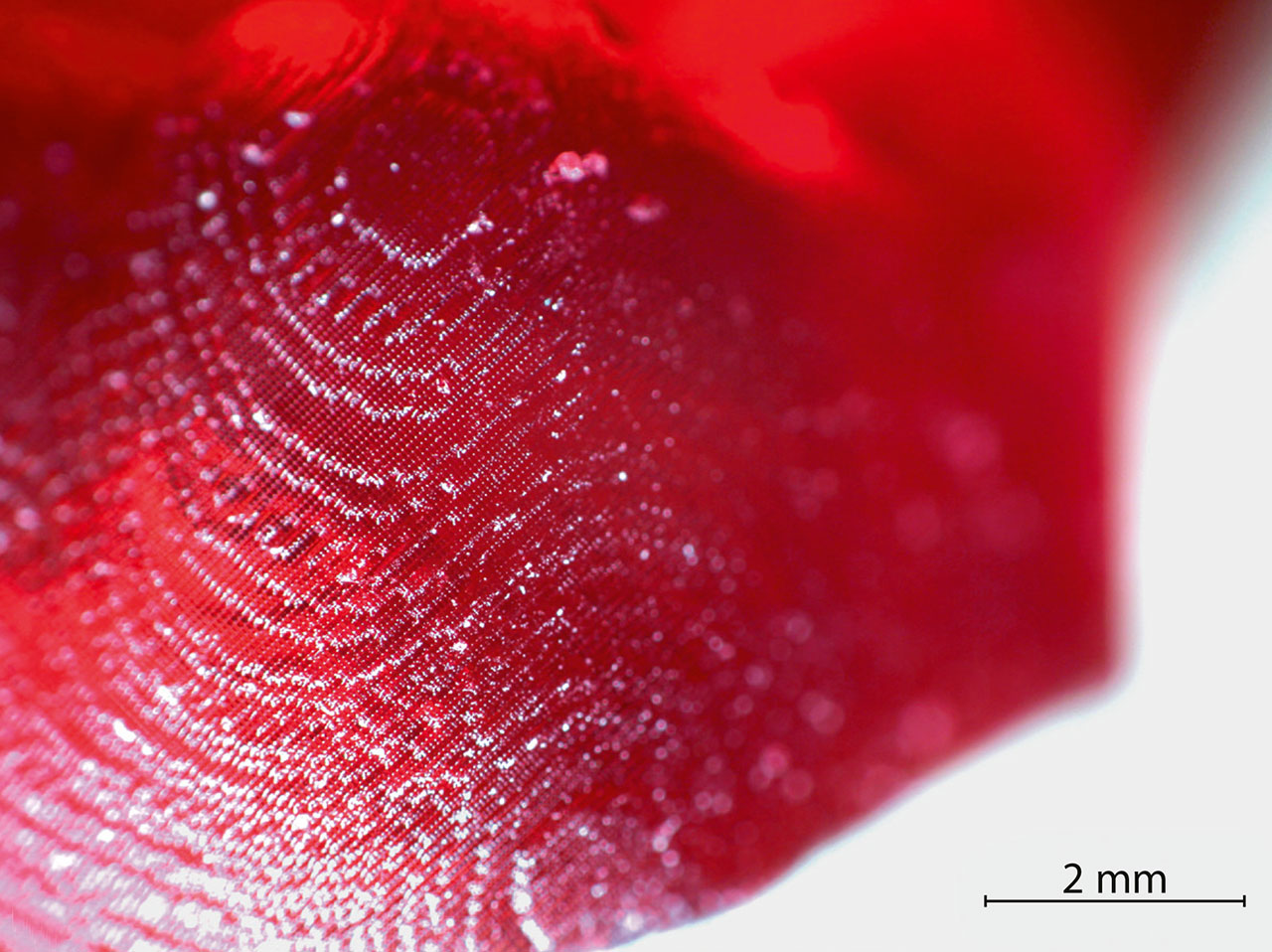
Abb. 8 In Metall umgesetzte Krone. Der Treppenstufen-Effekt ist auch in Metall erkennbar. Lichtmikroskopische Aufnahme. Vergrößerung: 10-fach.
Betrachtet man die gegossenen Kronen, so wird deutlich, dass die durch die additive Fertigung entstandene Struktur durch die Einbettmassen in Metall übernommen wurde (Abb. 8 und 9). Hierbei konnten weder Unterschiede zwischen den Einbettmassen noch zwischen den zwei verwendeten 3-D-Druck Materialien festgestellt werden. Beide 3-D-Druck-Materialien sowie alle Einbettmassen bildeten die charakteristischen Treppenstufen ab, was für die Detailtreue der Einbettmassen spricht.
Die dadurch erhaltene Struktur führt allerdings zu einer Oberflächenrauheit, die händisch mit Fräser und Gummierer unbedingt nachbearbeitet werden muss. Für einen geübten Zahntechniker stellt dies keine große Herausforderung dar, führt aber zu einem erhöhten Zeitaufwand, der beachtet werden muss.
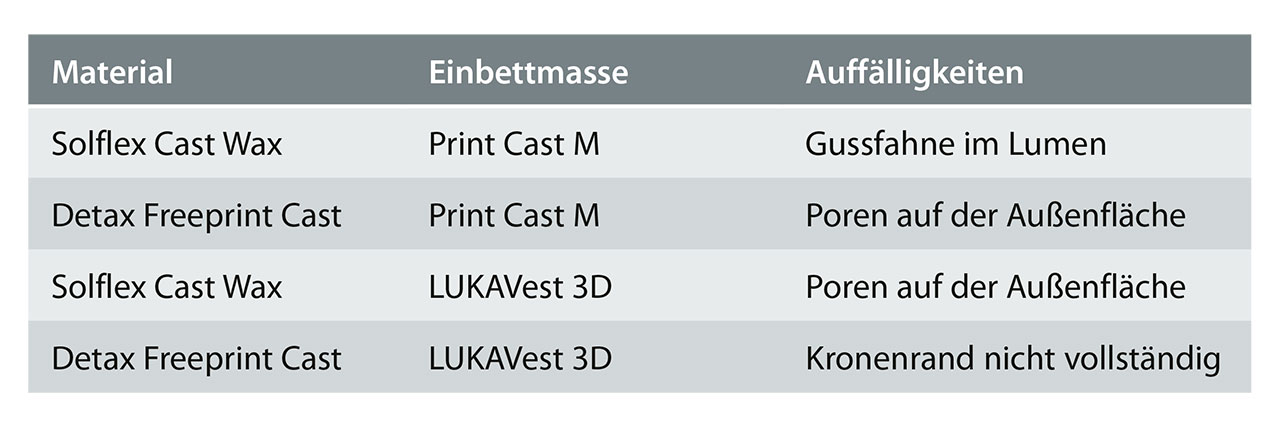
Tab. 1 Übersicht der Auffälligkeiten bei verschiedenen Kombinationen von 3-D-Druck Material und Einbettmasse.
Abb. 10 Lichtmikroskopische Aufnahme einer in Metall umgesetzten Krone, Ansicht von luminal. Zu erkennen ist eine Gussfahne (Markierung). Vergrößerung: 10-fach.
Abb. 11 Lichtmikroskopische Aufnahme einer in Metall umgesetzten Krone. Vergrößerung: 25-fach. Ungenauigkeiten im Randbereich (vermutlich EBM-Reste, die mit der Schmelze in Richtung Rand gedrückt wurden).
Abb. 12 Poren im Bereich der Außenfläche der Krone (Markierung).
Weitere Ergebnisse
Insgesamt wurden bei vier von 24 Kronen Auffälligkeiten festgestellt (Tab. 1). Dazu zählen Gussfahnen (Abb. 10), Poren und ein nicht komplett vollständiger Kronenrand (Abb. 11 und 12). Mögliche Ursache für Gussfahnen ist das bekannte Quellen des Kunststoffes, was zu Rissen in der Einbettmasse führen kann. Auch ein zu schnelles Aufheizen der Gießform kann eine Gratbildung hervorrufen. In der Vergangenheit hat man zum Beispiel beim Verarbeiten von Pattern Resin geraten, die Muffel langsam aufzuheizen oder den Kunststoff mit Wachs zu überziehen. Allerdings ist bei fast allen getesteten Einbettmassen ein langsames Aufheizen laut Anleitung nicht vorgesehen und auch bei der einzigen konventionell zu verarbeitenden Einbettmasse (LUKAVest 3D) sind die beschrieben Gussfehler (Fahnen) aufgetreten.
Lunker und Porositäten sind ein sehr umfangreiches Themengebiet und können ihre Ursache zum Beispiel bereits bei der Anstifttechnik haben. Da diese Unebenheiten auch bei Wachskronen keine Seltenheit sind, darf man die Ursache für solche Gussfehler nicht primär bei den gedruckten Objekten suchen, muss aber in Erwägung ziehen, dass Kunststoffreste nicht vollständig ausgebrannt worden sind. Wichtig ist und bleibt, dass man die altbekannten Regeln der Gusstechnik einhält und Angaben der Hersteller beachtet. 3-D-gedruckte vergießbare Kunststoffe bieten einen neuen und innovativen Weg zur Herstellung von Zahnersatz. Allerdings kann diese neuen Herstellungsmethode altbekannte Probleme nicht komplett lösen.
Insgesamt konnte jedoch weder zwischen den Einbettmassen noch zwischen den Kunststoffen ein signifikanter Unterschied ausgemacht werden. Trotzdem gilt es zu erwähnen, dass nur bei den Proben von Varseo Vest P und Granisit RPS weder Poren noch Risse festgestellt werden konnten.
Fazit
Die Gussversuche haben gezeigt, dass der Workflow CAD/Cast funktioniert. Das Vergießen kleinerer Objekte (Einzel- und Teilkronen) ist kein Problem. Weitere Untersuchungen sollten sich daher damit beschäftigen, größere Objekte zu realisieren, wie zum Beispiel Stegkonstruktionen, ESG und weitspannigere Brücken. Auch handelt es sich bei dieser Untersuchung nur um eine qualitative Betrachtung, die wiederum keine Aussage über die Stumpfpassung zulässt. Dafür wären weitere Versuche mit verschiedenen Kombinationen von Liquid, Wasser und einer höheren Probenanzahl nötig gewesen.
Alternative Kombinationsmöglichkeiten
Ergänzend zum angewandten DLP-Verfahren zur Herstellung der additiv gefertigten Krone wurde auch noch der auf dem Verfahren der Stereolithografie basierende 3-D-Drucker Form 2 (Formlabs) verwendet. Auch Formlabs bietet für die Anwendung der Gusstechnik ein ausbrennfähiges 3-D-Druckmaterial an, das im hauseigenen zahntechnischen Labor der Poliklinik für Zahnärztliche Prothetik an der Universitätsklinik Tübingen für Zahn-, Mund und Kieferheilkunde bereits verarbeitet wurde.
Abb. 13 Individuell mit CAD konstruiertes Abutment. Additiv mit dem 3-D-Drucker Form 2 gefertigt.
Abb. 14 In Keramik, mit Presstechnik umgesetzt (Celtra, Fa. Dentsply Sirona).
Abb. 15 Mit CAD konstruierte Inlays. Additiv gefertigt.
Abb. 16 Nach dem Pressvorgang, während des Ausbettens.
Abb. 17 In Keramik, mit Presstechnik umgesetzt. Das Modell (Freeprint Model sand, Detax) wurde ebenfalls additiv gefertigt.
Mit dem Material Castable Wax (Formlabs) wurden neben einigen metallischen Arbeiten (Kronen/Gerüste) auch keramische Objekte hergestellt, wie zum Beispiel vollanatomische Kronen (Abb. 13 und 14), Inlays (Abb. 15 bis 17), Onlays und sogar ein dreigliedriges Cut-Back-Gerüst für eine keramische Verblendung im Frontzahngebiet. Tatsächlich ist Castable Wax auch das einzige Material auf dem Markt, das bis auf das Säubern in Isopropanol keine weitere Nachbearbeitung erfordert. Auch das Verarbeiten mit Standardeinbettmassen (nicht extra für den 3-D-Druck ausgezeichnet) verlief ohne nennenswerte Auffälligkeiten. Bei größeren Objekten wie zum Beispiel Brücken wurden allerdings mit einem langsamen Aufheizen bessere Ergebnisse erzielt. Kronen waren bisher selbst beim Schnellaufheizen in der Presstechnik kein Problem. Die Haltezeit beim Erreichen der Endtemperatur sollte aber nicht weniger als eine Stunde betragen.
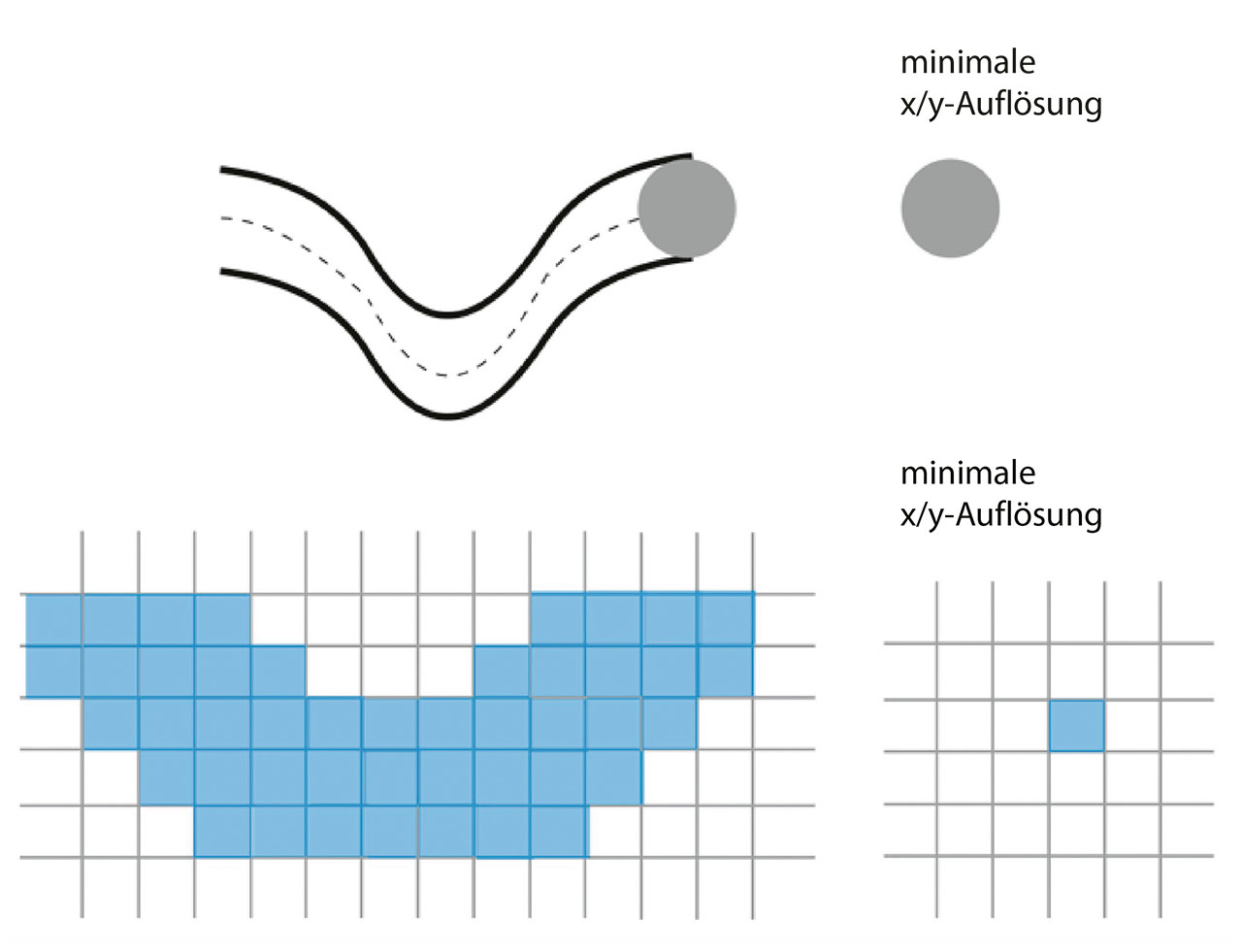
Abb. 18 Vergleich des Belichtungsprinzips. Oben: SLA-Verfahren. Unten: DLP-Verfahren. Grafik in Anlehnung an Formlabs1.
Abb. 19 Mit dem SLA-Verfahren additiv gefertigte Krone zur Darstellung der feineren Oberfläche und des nicht vorhandenen Treppenstufeneffekts. Lichtmikroskopische Aufnahme. Vergrößerung: 16-fach.
Trotz einer geringeren x-y-Auflösung (Abb. 18) des SLA Verfahrens (Form 2 = 140 µm > Solflex 170 = 70 µm) kommt hierbei eine feinere Oberfläche heraus, ohne den beschriebenen Effekt der Treppenstufen des DLP-Verfahrens (Abb. 19 und 20). Dadurch können selbst feinste Oberflächenstrukturen sehr detailgetreu wiedergegeben werden. In der Kombination mit Castable Wax und der Celtra Presskeramik (Dentsply Sirona) war es möglich, alle Arbeiten passgenau umzusetzen. Dies zeigt, dass der 3-D-Druck mittelfristig nicht nur in die Guss-, sondern auch die Presstechnik integrierbar ist und so Laboren ein neues Feld auf diesem Gebiet eröffnet. Dabei bleibt die Individualität erhalten, da alle gedruckten Objekte selbstverständlich vor dem Einbetten mit Fräsen bearbeitet und mit Wachs ergänzt werden können. Fehler oder Mängel bei der Konstruktion müssen also nicht zwangsweise zu einer Neumodellation beziehungsweise einem neuen Druckauftrag führen.
Zu beachten ist jedoch, dass die Druckzeit bei einem SLA-Verfahren mehr Zeit beansprucht als der DLP-Druck, da hierbei der Laser alle Punkte einzeln belichtet. Für beispielsweise 24 Kronen der gleichen Modellation benötigt der Form-2-Drucker bei einer Auflösung von 50 µm etwa vier Stunden (DLP-Verfahren: 35 Minuten). Entscheidet man sich für die feinste Auflösung von 25 µm, dann kann sich die Druckdauer auch fast verdoppeln. Selbstverständlich eignen sich solche langen Druckprozesse besonders für den Nachtbetrieb und müssen bei guter Planung keineswegs zeitaufwendiger sein.
Zusammenfassend lässt sich feststellen, dass der semidigitale Workflow Möglichkeiten bietet, 3-D-Druck im zahntechnischen Labor breiter nutzbar zu machen. Er kann für einige Konstruktionen bereits jetzt eine echte Alternative zur Außer-Haus-Fertigung, zur Investition in eine Fräseinheit oder gar zu einem Metall-3-D-Drucker sein.
Eine Empfehlung seitens der Hersteller der ausbrennbaren 3-D-Druckmaterialien bezüglich zu verwendender (kompatibler) Einbettmassen ist aktuell noch nicht zu finden. Dies wäre aber wünschenswert, um Laboren bei der Herstellung von Medizinprodukten die entsprechende Sicherheit zu geben. Allerdings müssen bis zur Routineintegration des 3-D-Druckers noch einige Prozesse vereinfacht werden. Insbesondere im Bereich der additiv fertigbaren und ausbrennfähigen Materialien mangelt es noch an konkreten Workflows oder Tipps zur Vorbereitung auf die additive Fertigung (zum Beispiel Positionierung) sowie zur Vorbereitung der Objekte für den Guss beziehungsweise das keramische Pressen.
Danksagung
Die Autoren danken den Firmen W2P Engineering und Detax sowie Dietmar Schwegler und Dr. Markus Vollmann (Fa. Sirona Dentsply) für das Zurverfügungstellen von Gerätschaften und Materialien. Dank gebührt auch Ernst Schweitzer für die rasterelektronenmikroskopischen Aufnahmen.
Ein Beitrag von ZT Moritz Mutschler, B. Sc., Nürtingen, ZT Eugen Wahl, Tübingen, PD Dr. Fabian Hüttig, Tübingen, und ZT Sebastian Spintzyk, M. Sc., Tübingen
Literatur
1. Formlabs. Vergleich der 3D-Druck-Technologie SLA vs. DLP. https://formlabs.com/de/blog/vergleich-3d–druck-sla-dlp/. Zugriff am 31.01.2020.
2. Kuscu E, Wahl E, Klink A, Hüttig F, Spintzyk S. Scan to cast – von der digitalen Abformung zur gegossenen Goldrestauration. Quintessenz Zahntech 2019;1:78–86.
3. Mutschler M, Hüttig F, Xepapadeas A, Zylla IM, Geis-Gerstorfer J, Spintzyk S. Herausnehmbarer Zahnersatz auf Basis von 3-D-gedrucktem Polyamid-12 (PA-12). Quintessenz Zahntech 2019;3:302–313.
4. Mutschler M, Krämer Fernandez P, Kuscu E, Wahl E, Hüttig F, Spintzyk S. Digitale Konstruktion und Fertigung einer Interimsprothese aus Valplast®. Quintessenz Zahntech 2019;9:1140–1152.
5. Mutschler M, Zylla IM, Geis-Gerstorfer J et al. Direct Metal Laser Melting versus dentaler Feinguss. Quintessenz Zahntech 2019;8:1000–1008.
6. Ohne Verfasser. Enormes ungenutztes Potential. Frankfurt: Formnext Magazin, 2019;2:5.
7. Spintzyk S, Unkovskiy A, Elteste T et al. Additive Fertigungsverfahren. Zahntechnik Magazin 2018;4.
Our systems reports that you are using an active AdBlocker software, which blocks all page content to be loaded.
Fair is fair: Our industry partners provide a major input to the development of this news site with their advertisements. You will find a clear number of these ads at the homepage and on the single article pages.
Please put www.quintessence-publishing.com on your „adblocker whitelist“ or deactivate your ad blocker software. Thanks.